2.1m×3.6m球磨機設備安裝工藝全過程
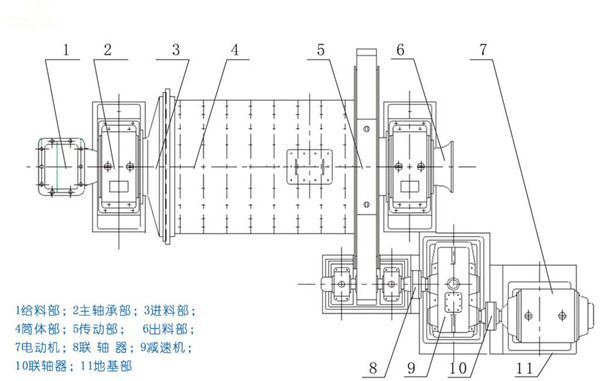
2.1m×3.6m球磨機設備總重47t,最大件滾筒重22t,設備由軸承座、滾筒、傳動齒輪副、減速機、電機及部分附件分散件運輸到施工現場。該球磨機設備存放地點距安裝位置有200m左右的距離。
2.1m×3.6m球磨機設備安裝工藝全過程
一、球磨機設備安裝前的準備工作
組織安裝技術人員熟悉施工現場,進行設備開箱檢查工作,按球磨機設備發貨清單對設備及零配件進行清點和檢查,同時應組織安裝人員熟悉規范和設備說明書,對設備用途、技術參數、工作原理、球磨機結構及安裝中應注意事項應充分了解。為安裝工作順利進行做好技術上的準備。
根據施工現場實際情況,組織鉗工,起重工和普工進入施工現場:同時組織合格的施工工具和施工設備、施工測量器具進場。
二、2.1m×3.6m球磨機設備安裝過程
根據球磨機設備基礎圖在基礎上分別放出球磨機筒體中心線,傳動軸中心線,電動機中心線,前后瓦中心線,然后用拴線法檢測基礎的相關的主要尺寸,在基礎上不足夠高出沿球磨機筒體軸線拉一鋼絲線(X1)在然后平行于(X1)再拉一條確定球磨機轉動軸中心線的鋼絲線(X2),則可按照(X1)與(X2)距離,檢測基礎所設的球磨機軸線的位置和尺寸是否符合圖紙要求,用同樣的方法可檢測電動機和減速器之間的尺寸和位置,地腳螺栓孔的位置和尺寸可通過在線(X1)(X2)等相應位置引出鉛垂線來檢查。
根據現場量出的各底板尺寸在基礎座上放出球磨機前后軸瓦底座板,減速機底板,電動機底板大樣,并確定墊鐵的位置,在基礎上面出墊鐵的具體位置。
研磨基礎墊板,根據畫出的墊鐵具體位置找平每快墊鐵的在基礎上的接觸面,使墊鐵與基礎接觸面不小于70%,水平度符合“用0.05mm塞尺檢查墊鐵之間及墊鐵與底座之間間歇,在墊鐵同一斷面處以兩側塞入的長度總和或寬度的1/3。”
2.1m×3.6m球磨機主軸瓦座的安裝
用3噸的叉車、35噸汽車吊及20噸平板車將球磨機組件由上表存放點運到安裝地點,由于球磨機主軸瓦座與地板在出廠時為聯系體,直接將兩主軸瓦座吊放于基礎上,找出底板在軸向和徑向的中心線使其與基礎上的各方向中心線對正。
并置入底腳螺栓使其垂直。用鋼制的調整楔鐵進行軸承座的找平、找正,所使用調整楔鐵的尺寸為180mm×120mm,斜度為1:10,平墊鐵為180mm×120mm,墊鐵厚度為10-30mm,底盤調平后將楔鐵及平墊鐵焊死,以防錯動,調整完后,兩主軸承底座的縱向中心線重合,其允許誤差控制在0.5mm/m內,兩橫向中心線平行度允許誤差控制在0.5mm/m內,主軸承底盤的水平度允許誤差控制在0.1mm/m內,軸承座與底盤接觸應均勻,局部間隙不得大于0.1mm,不接觸處的邊沿每段長度不得超過100mm,累計長度不得超過四周總長的1/4。
2.1m×3.6m球磨機筒體的安裝
球磨機筒體運到安裝現場后,在35噸汽車吊的配合下,用4個10噸道鏈,利用車間立柱及圓梁和在屋面開洞吊裝等方法將筒體安裝就位,受力的構件需經業主同意。
該球磨機大齒圈為整體式,所以在球磨機筒體安裝就位之前必須將大齒圈先安裝在筒體上,將大齒圈罩下的下半部放于基礎上,大齒圈安裝在筒體上應該符合如下要求:
1、裝配前應將齒圈與筒體接觸面上的毛齒、防銹漆和污物等清除干凈;
2、齒圈端面與回轉體裝配面之間的所有局部間隙應該小于0.15mm;
3、齒圈的經向和端面跳動量應該符合設備技術文件規定,分別控制在0.55和0.6mm內。
2.1m×3.6m球磨機軸瓦的刮研
球磨機主軸瓦與中空軸配合時應該進行刮研,使軸瓦與中空軸頸間的配合面的接觸弧面為90-110°,接觸面上的接觸斑點在每25mm×25mm的面積內不得少于3點,沿軸向接觸范圍不少于70%,兩側間隙的總和為1.2-1.6mm,(限位一端)兩中空軸頸的中心線應該在同一直線上,一般用測量球面擺動量間接得知同心程度,擺動允差應該控制在0.8mm內。
2.1m×3.6m球磨機襯板的安裝
按照《襯板排列圖》以及球磨機的回轉方向正確排列安裝襯板,襯板間的間隙不得大于15mm,襯板間存在的環形間隙應用鐵楔或木鐵楔楔緊。用來固定襯板的螺栓,都應仔細墊好密封填料和墊圈以防漏料。
2.1m×3.6m球磨機傳動裝置的安裝
小齒輪軸底板,減速機底板,電動機底板,都應該用楔鐵找平,找正,并在預留孔內放置地腳螺栓,使其垂直,應該保證傳動軸的水平允差為0.1mm/m,該偏差方向應與磨機筒體的偏差方向應該一致。
傳動齒輪嚙合側間隙在0.5-1.6mm間,兩齒輪嚙合接觸面不得小于45%,齒寬的60%,轉動軸中心線與球磨機的中心線的平行度允差為0.15mm/m,電動機與減速機軸、小齒輪軸與減速機軸聯結時的同軸度允差≤0.15mm內。
球磨機主軸襯座、電機、減速機、小齒輪軸底板的二次灌漿必須搗實,混凝土為C30,并用草袋進行保濕并撒水養護。