水泥球磨機(jī)磨尾吐灰如何處理?-河南吉宏機(jī)械制造
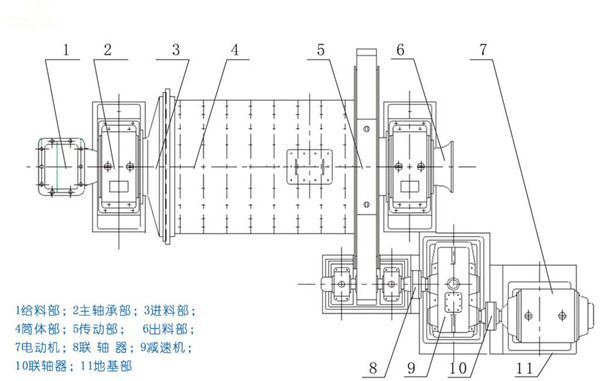
水泥球磨機(jī)的“磨尾漏灰”表現(xiàn)為:物料在被喂入球磨機(jī)時(shí),部分粉狀物料從磨頭部進(jìn)料口法蘭、毛氈及進(jìn)料斗之間的相連縫隙中流出來(lái),造成磨房的污染及粉狀顆粒進(jìn)入軸瓦這種破壞現(xiàn)象。
原因分析:
1.毛氈與進(jìn)料斗相互摩擦后,會(huì)出現(xiàn)縫隙,進(jìn)料斗(接料管)倒圓錐處有一空間,物料在此輸送困難,會(huì)產(chǎn)生滯留和返料,為漏灰提供了前提條件。
2.物料料位高出螺旋葉片高度,當(dāng)進(jìn)料速度超出它的輸送速度時(shí),高出螺旋葉片的一部分物料進(jìn)磨速度減小,沒(méi)及時(shí)輸入磨內(nèi),粉料就會(huì)溢漏出。
3.提高研磨體平均球徑或者通過(guò)增大裝載量來(lái)提高磨機(jī)產(chǎn)量這種做法本身具有不合理的地方,使填充料高,料面遠(yuǎn)遠(yuǎn)超過(guò)螺旋葉片的高度,致使螺旋筒內(nèi)有物料積存,造成漏灰。
4.選粉機(jī)負(fù)荷率大,進(jìn)料速度超過(guò)螺旋筒輸送高度,回料沒(méi)及時(shí)進(jìn)入磨內(nèi),磨尾縫隙處堆料死角。密封縫隙受到堆積物料和螺旋始端運(yùn)轉(zhuǎn)帶來(lái)的外向壓力的作用,導(dǎo)致磨尾漏灰。
5.球磨機(jī)正壓操作或微負(fù)壓操作的不恰當(dāng)?shù)牟僮鳎鼓ノ蔡幓伊弦绯觥?/p>
問(wèn)題處理:
1.改進(jìn)磨頭密封方法,這個(gè)分三步走:第一,在進(jìn)料螺旋筒外端增設(shè)一節(jié)長(zhǎng)200mm的螺旋筒,螺旋葉片現(xiàn)場(chǎng)焊接,加長(zhǎng)節(jié)用螺釘與原螺旋筒一起與磨機(jī)聯(lián)接;第二,在加長(zhǎng)節(jié)外端增加一只毛氈定位圈,工業(yè)毛氈對(duì)開(kāi)后安裝,一面涂滿黃油,該圈與加長(zhǎng)節(jié)200mm螺旋筒用沉頭螺釘聯(lián)接;第三,在毛氈外端設(shè)一磨擦密封擋圈,套在進(jìn)料斗上,現(xiàn)場(chǎng)制作并焊接兩個(gè)擋桿,使之不能旋轉(zhuǎn),后面用若干只彈簧頂住,彈簧座與進(jìn)料斗焊在一起,使擋圈端面始終與毛氈相貼,而不受毛氈部分磨損的影響。密封擋圈與進(jìn)料斗圓筒外徑要有5mm的間隙,這個(gè)間隙用棉花蘸黃油堵住,擋圈外加一塊壓板,該壓板用螺釘與密封擋圈擰緊。在安裝進(jìn)料斗時(shí)要注意安裝位置退開(kāi)200mm,讓出加長(zhǎng)節(jié)螺旋筒的長(zhǎng)度。
2.縮小喂料嘴直徑、增加中空軸螺旋葉片高度。
3.把進(jìn)料斗(接料管)內(nèi)螺旋葉片改為與中空軸內(nèi)螺旋葉片等螺距,在倒圓錐處增設(shè)內(nèi)螺旋葉片,使物料進(jìn)入接料管就被輸送走,杜絕物料在倒圓錐處滯留與返料現(xiàn)象。同時(shí)把下料溜子加長(zhǎng)150~200mm,使物料遠(yuǎn)離密封口,不再滯留。將密封裝置改為迷宮式密封,減輕毛氈的磨損。
4.改進(jìn)水泥球磨機(jī)入料端,這里吉宏機(jī)械提供三個(gè)辦法。
(1)在磨頭入料端滿焊一個(gè)旋轉(zhuǎn)喇叭口,使物料直接旋轉(zhuǎn)滑入螺旋內(nèi)順利向前運(yùn)動(dòng)。且對(duì)入料圓口倒出斜角進(jìn)行改進(jìn),安裝一個(gè)與內(nèi)旋轉(zhuǎn)螺旋接料口保持同心的入料嘴,使旋轉(zhuǎn)中帶起的物料正好落在斜角上滑入螺旋內(nèi)。
(2)進(jìn)料管伸入螺旋筒部分的直徑減小(約200mm),另外在進(jìn)料管上焊接一只厚度為8mm,外徑為超出原螺旋筒直徑約15mm的擋灰圈。這樣做,既增大了進(jìn)料管與螺旋筒壁間的間隙,使之不易填滿物料,又多了一層擋灰圈,阻止了物料外擠。
(3)調(diào)整好選粉機(jī)回料管上翻板閥,使選粉機(jī)回灰盡可能均勻地進(jìn)入螺旋筒,與此同時(shí),對(duì)螺旋筒結(jié)構(gòu)進(jìn)行局部改進(jìn)。
5.在操作上改進(jìn),如調(diào)整研磨體級(jí)配和裝載量,磨機(jī)一倉(cāng)內(nèi)第一排和第二排襯板安裝平襯板或分級(jí)襯板,加快磨機(jī)進(jìn)料口出物料及磨內(nèi)物料的流逝;調(diào)整選粉機(jī)的循環(huán)負(fù)荷率,杜絕正壓操作和微負(fù)壓操作。
文章來(lái)源于:http://m.jyzysl.com/




相關(guān)產(chǎn)品
推薦新聞
常見(jiàn)問(wèn)題解答
- 優(yōu)化磨礦,提高價(jià)值:選礦球磨機(jī)選型與操作策略!
- 石英砂球磨機(jī):簡(jiǎn)述其結(jié)構(gòu)性能與應(yīng)用優(yōu)勢(shì)
- 赤鐵礦再生利用的理想選擇——球磨機(jī)優(yōu)勢(shì)解析
- 鋰輝石選擇球磨機(jī)磨粉有哪些優(yōu)勢(shì),多少錢一臺(tái)?
- 高細(xì)水泥球磨機(jī)的工作原理及價(jià)格簡(jiǎn)介
- 長(zhǎng)石選礦節(jié)能球磨機(jī)工作原理及價(jià)格簡(jiǎn)介
- 球磨機(jī)內(nèi)部結(jié)構(gòu)圖詳解(圖片解析)
- 節(jié)能球磨機(jī)
- 輸送機(jī)
- 濕式球磨機(jī)
- 格子球磨機(jī)
- 選礦球磨機(jī)
- 水泥球磨機(jī)
- 污泥烘干機(jī)